
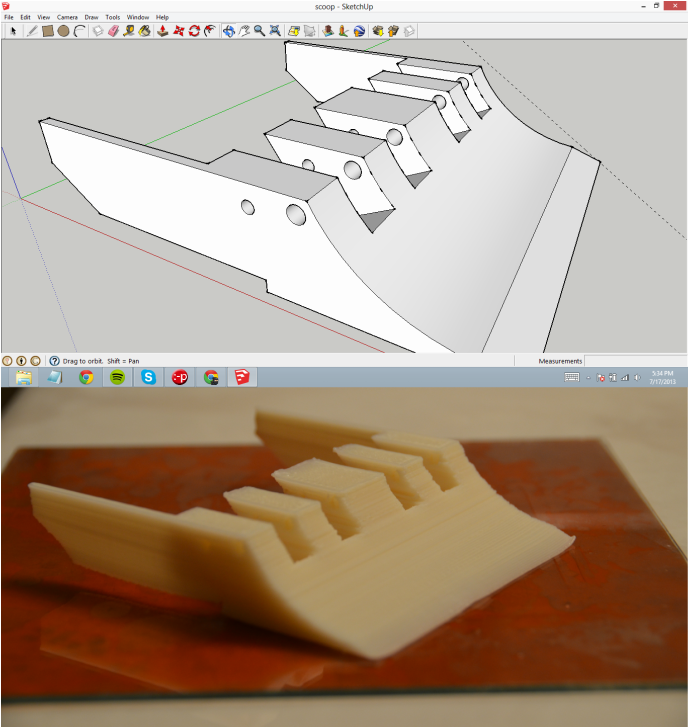
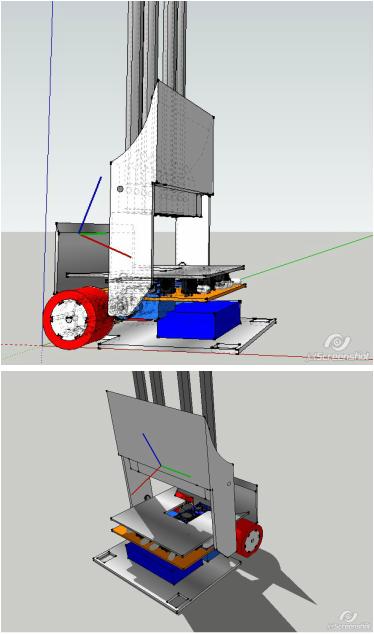
As I mentioned in my previous blogpost, I was planning to 3D print the scoop for my Daggerwrist minisumo design. Well, today I decided to make that a reality...BUM BUM BUMmmm...
The printing involved a couple steps. First, I took the scoop component from the model of Daggerwrist (as seen my last post), and exported the file as an STL. Following similar steps as the ones I summarized in my general post about RepRap printing, I loaded the model into Pronterface and after the regular bout of troubleshooting, I was ready to print.
From past experience, I was concerned that the printer would have trouble printing the "wings" on either side of the scoop, as they're thin and long, and don't have much tolerance for any glitches or slips in the printing carriage (which, unfortunately, are much more common than I'd like them to be with my RepRap). To help fix this problem, I slowed down the printing speed, as well as changed the layer height from .4 mm to .25 mm (this is how tall each layer is - a smaller layer height means better print quality, but also means a slower printing time) using Slic3r (another printer interface software that can export modified .stl and gcode files). This seemed to do the trick - the result was officially "acceptable."
The printing involved a couple steps. First, I took the scoop component from the model of Daggerwrist (as seen my last post), and exported the file as an STL. Following similar steps as the ones I summarized in my general post about RepRap printing, I loaded the model into Pronterface and after the regular bout of troubleshooting, I was ready to print.
From past experience, I was concerned that the printer would have trouble printing the "wings" on either side of the scoop, as they're thin and long, and don't have much tolerance for any glitches or slips in the printing carriage (which, unfortunately, are much more common than I'd like them to be with my RepRap). To help fix this problem, I slowed down the printing speed, as well as changed the layer height from .4 mm to .25 mm (this is how tall each layer is - a smaller layer height means better print quality, but also means a slower printing time) using Slic3r (another printer interface software that can export modified .stl and gcode files). This seemed to do the trick - the result was officially "acceptable."

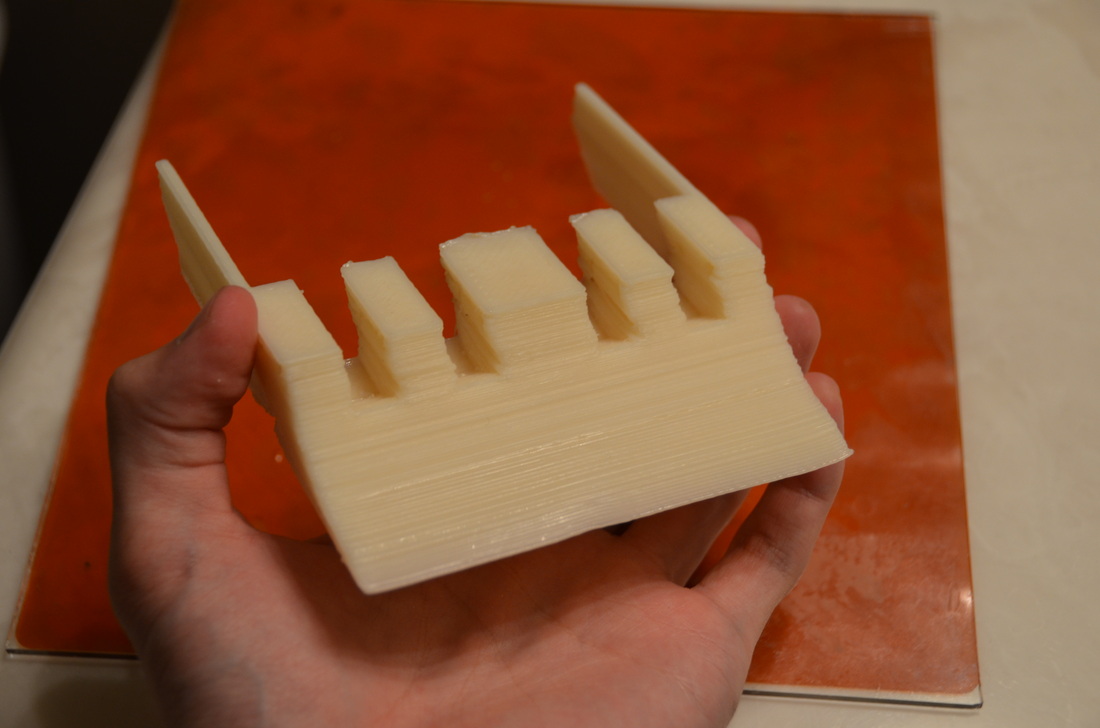
The result was "acceptable" and not "great" because, as seen in the image above, the print had "ridges," and lower layers were too squished against the print bed, as can be observed by the flattened perimeter around the object.
Another thing that was a bit annoying about how this print turned out was how hard the support structures were to separate from the desired print.
Another thing that was a bit annoying about how this print turned out was how hard the support structures were to separate from the desired print.
| Top Right: Support structures visible below the wings of the scoop Bottom Right: Removing the support structures with a set of metal pliers Having removed the support structures and the print from the glass, it was time to do some post-processing to clean up the product. I decided I wanted to try something I'd never done before: give the ABS plastic print an acetone vapor bath to help solidify any incoherent layers and give the final product a shinier, smoother appearance (props to A.W. for giving me this idea - I'd heard of acetone baths before, but I'd never actually tried using one as part of the post-processing phase). | 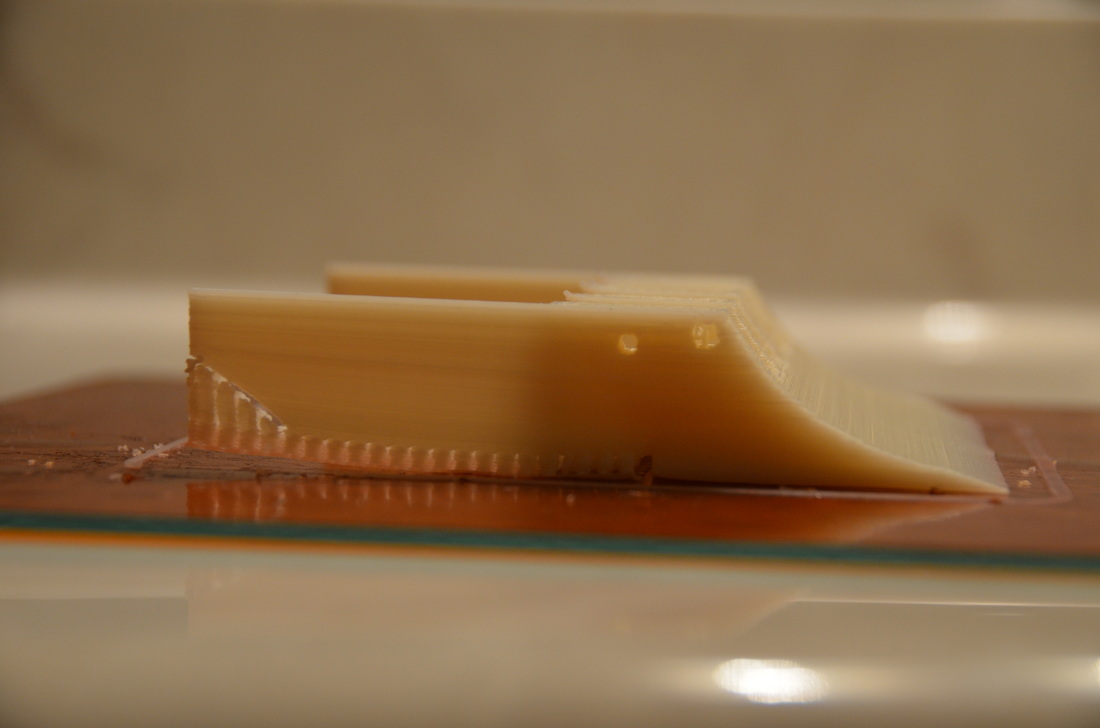

|
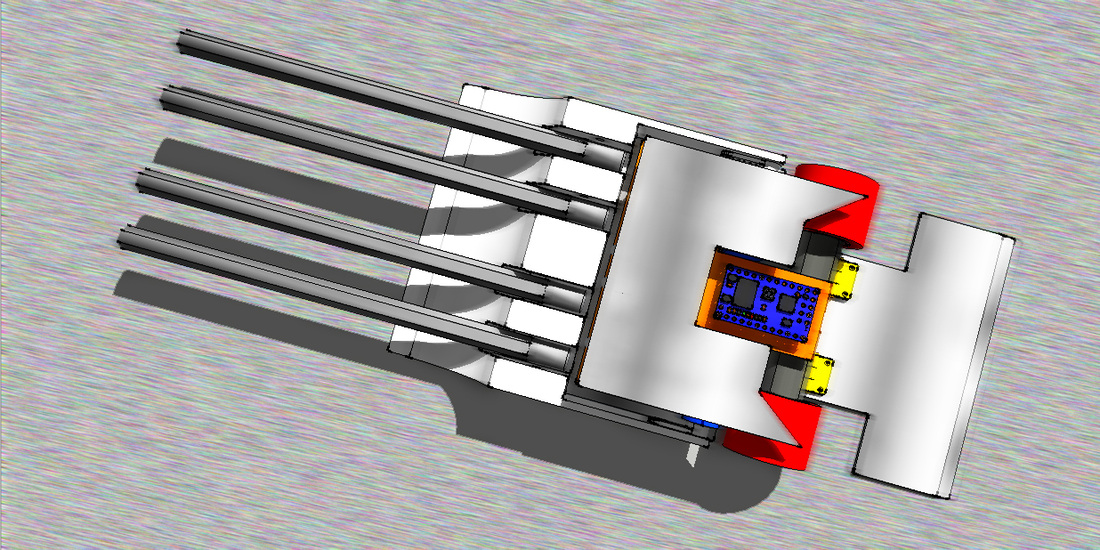
Acetone (a computer generated model shown left) is an organic compound that is often found in nail polish remover, and causes solid ABS (Acrylonitrile Butadiene Styrene) to become a syrupy goo in a process similar to salt melting an ice cube. The objective in an acetone vaporization bath is to cause the surface of the printed plastic object to melt when in contact with vaporized acetone molecules, then re-solidify once the acetone evaporates.
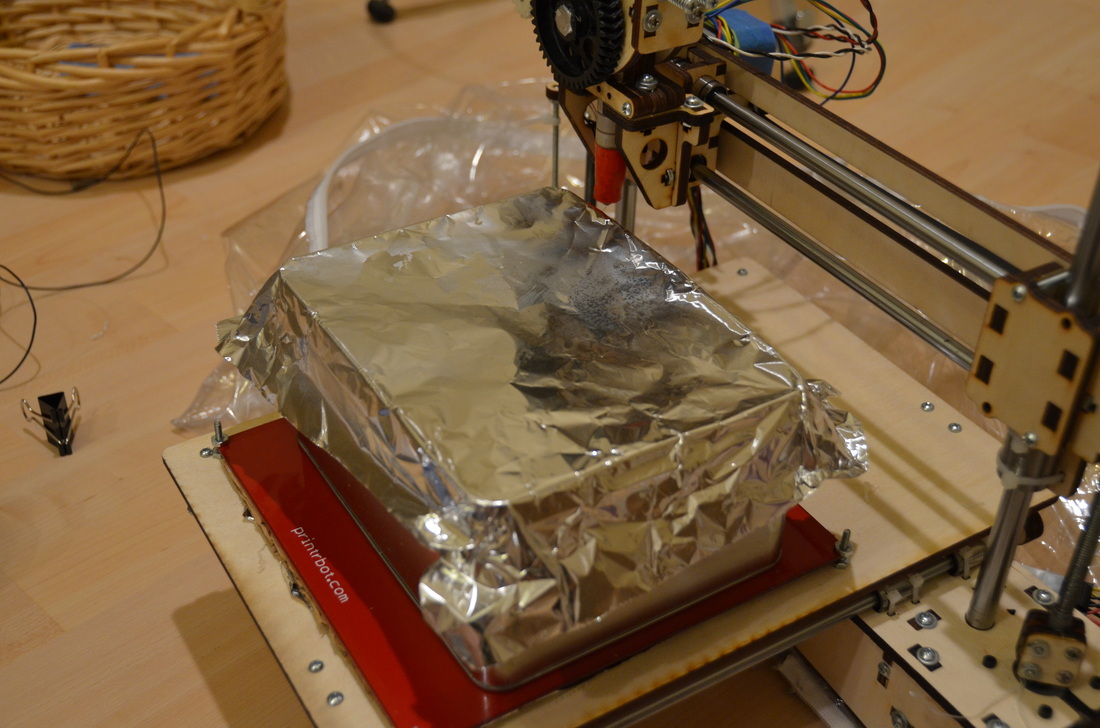
The process is quite easy, since acetone has a boiling point of 56-57 degrees Celsius, the setup was quite simple: Liquid acetone at the bottom of a metal container, resting on the print bed (preheated to ~100 deg C) with the plastic model inside the container (but not touching the liquid, which would cause it to melt).
The process is quite easy, since acetone has a boiling point of 56-57 degrees Celsius, the setup was quite simple: Liquid acetone at the bottom of a metal container, resting on the print bed (preheated to ~100 deg C) with the plastic model inside the container (but not touching the liquid, which would cause it to melt).
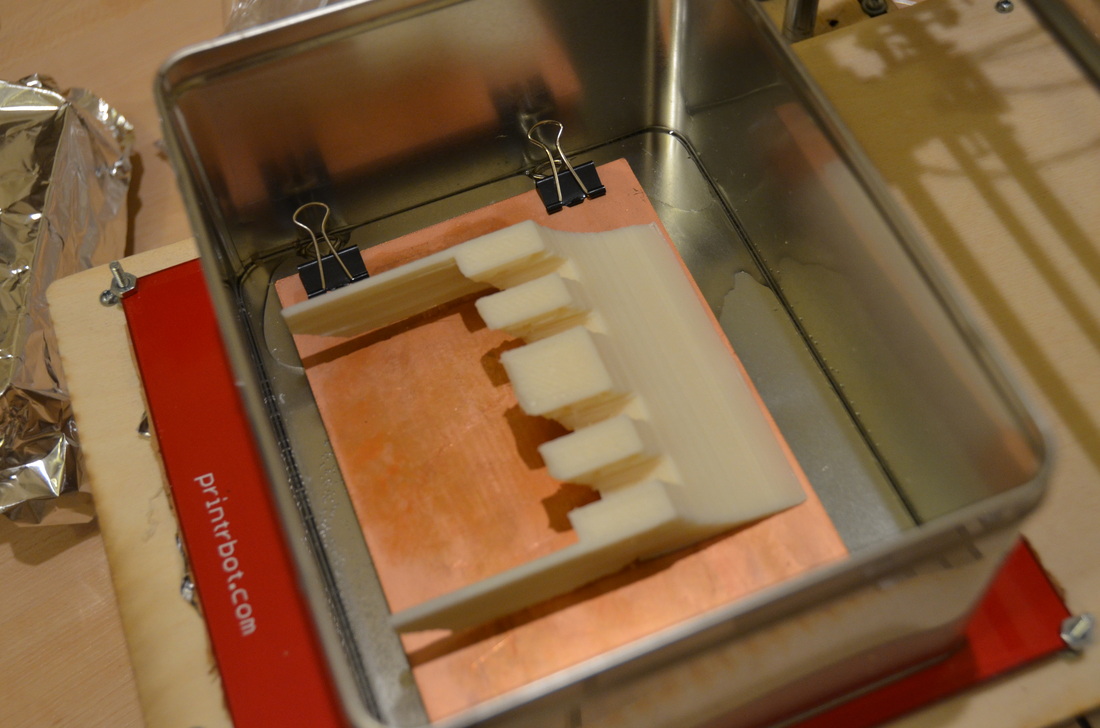
So there. Simple. Just heat the acetone vapor 44 degrees Celsius higher than its boiling point and wait for the magic to happen. Aluminum foil was placed over the container to keep the vapors from escaping.
HAHA... that's a joke right? ^^
Fortunately 100 degrees Celsius wasn't high enough to cause the acetone to combust.
The result:
Fortunately 100 degrees Celsius wasn't high enough to cause the acetone to combust.
The result:
Though hard to appreciate through the picture alone, the treated object was much smoother to the touch than the freshly printed version was, and extraneous ridges and strings were softened/removed.
On a final note, if you would like to try this treatment for printed objects, make sure that you do so in a well ventilated area, as the acetone fumes can "clean" out your lungs if inhaled in large amounts, destroying the mucus linings and causing swelling. Though not extremely dangerous in small amounts, it's best not to inhale acetone vapors if it can be avoided.
~ Ctrl
On a final note, if you would like to try this treatment for printed objects, make sure that you do so in a well ventilated area, as the acetone fumes can "clean" out your lungs if inhaled in large amounts, destroying the mucus linings and causing swelling. Though not extremely dangerous in small amounts, it's best not to inhale acetone vapors if it can be avoided.
~ Ctrl

 RSS Feed
RSS Feed
